

Introduction
Many products are designed with today’s high-performance integrated circuits. Without sockets, the design, testing, and/or production phases of a new product development process will be chaotic. In response to these demanding needs, sockets featuring a wide variety of contacting methods, form factors, and mounting techniques have to be developed. High-performance applications require the smallest possible socket form factor to place related components in close proximity to the device pads. As devices with finer pitch, larger I/O counts, and increased gate densities are utilized, the requirements for sockets continue to increase accordingly. These place extreme demand on shortened contact lengths and to integrate controlled impedance geometries into the contact.
Socket Function
Testing can be classified into two categories – IC (Integrated Circuit) level and System level. IC level testing involves evaluating the life and performance of IC devices such as Microprocessors, ASICs, and Chipsets. System level testing involves evaluating the functional application of those devices under different environments. Both kinds of testing need different sets of criteria for validating the final product. The function of a socket is to provide a connection mechanism from the IC to the circuit board with as little electrical load as possible. This allows the IC to function as it is soldered into the PCB (printed circuit board) but can be replaced by another IC to upgrade or test multiple IC’s.
Socket Technologies
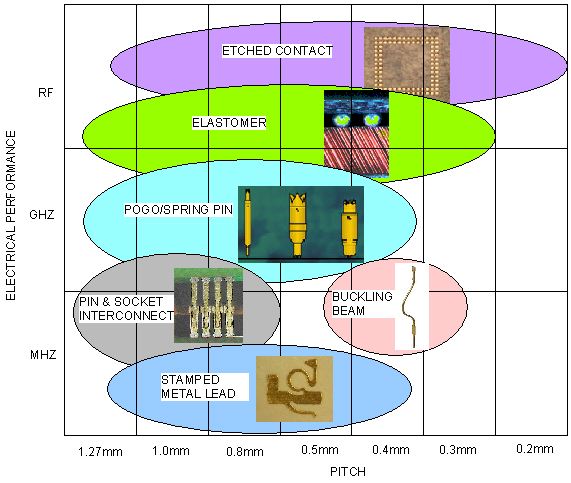
Commercially available socket technologies have advantages and disadvantages. One common socket solution is using stamped leads in a variety of configurations such as “Y”, “pinch” and “fork” contacts. This is a solution for low-density packages, but cannot be transferred to accommodate tight tolerances and microscopic features of high-density BGA packages. Pin and socket interconnect can carry high current, but the technology is limited for packages with 0.8mm pitch spacing. Spring and probe contacts have been successfully used in the socket solution for fine pitch packages, but are prohibitively expensive. Additionally, these different style contacts can make a permanent mark on the solder balls, which in-turn causes contamination and poor solder joint quality when it comes to final reflow of packages on to the production board. Also, the various configurations of stamped lead contacts provide a longer signal path and make it inefficient for high-speed operation. Another solution is using conductive elastomer to achieve high density and high speed, but this technology has temperature limits. Buckling beam contact accommodates high density packages at high temperature ranges, but is limited by signal speed transmission. A new etched contact technology claims to handle high speed, high temperature and high density packages, but is not complaint for IC packages with wide co-planarity and loose tolerances. Figure-1 shows how different socket contact technologies stack up against pitch spacing versus electrical performance.
A specific socket technology cannot accommodate all requirements needed by the application. The socket selection process should be very involved in terms of determining the right socket for right application. In many cases, two or more socket technologies have to be used to meet the demands of testing required for certain application. This dictates same footprint requirement for different socket technologies to be used in specific applications.
Mounting Configuration
Another important variable to be considered is mounting configuration. The sockets are available in various mounting options such as thru-hole technology, SMT (surface mount technology), compression mount technology, epoxy mount technology, etc. Thru-hole technology uses standard hand soldering method for mounting and it consumes more PCB area. Another challenge is to design the PCB with thru-holes for high density devices (0.8mm pitch and below). The thru-hole design increases the final PCB layer count which reflects in the cost. SMT socket uses standard reflow method for mounting and uses minimal PCB area. Higher the pin count, larger the force needed for the device to make contact. Solder connection has to withstand this larger force. Since the solder connection alone is not a reliable mechanical means of strength, SMT socket is limited by the device pin count. In many cases, SMT option has been used in combination with pin/socket interconnect whereas the insertion/extraction force has been optimized and other means of mechanical rigidity has to be provided in addition to solder strength. The compression mount technology (CMT) is very popular with high density devices. In addition to the same layout as SMT configuration, CMT footprint requires four or more mounting holes and two or more alignment holes. These holes are placed around the SMT pads which makes the footprint larger. The biggest advantage of CMT socket is that it can be easily assembled and removed using mechanical hardware which makes the rework cost close to zero. Another type of mounting configuration uses epoxy to mount the socket down to the PCB. This is called epoxy mount technology (EMT). The EMT socket is used in small target PCB with high density devices where there is no space for mounting holes.
Thermal Consideration
Thermal management of BGA socket involves material selection, design, analysis, optimization and verification of a cooling system for the purpose of producing reliable socket for testing high power devices. A common heat sink system consists of a finned metal part forced down onto the IC and pulling the heat from the IC through conduction and radiating the energy into the air. A fan is added to blow air over the heat sink to remove heat through convection which greatly lowers the temperature of the heat sink. Higher the velocity of the airflow, lower the heat sink temperature – as you would expect.
Currently, the classical means of cooling components through conduction and convection is satisfactory solution to many problems. In the future, cold plates, cold water circulation pipe, solid state devices and other enhancement techniques can be applied to lower temperatures so that new goals can be achieved.
Recently, another trend seen in testing process is the need of high performance burn-in sockets. While ICs are being burned to screen for early failure, functional verification needs to be conducted simultaneously. By validating the functionality when the ICs are inside the burn-in oven will reduce the testing time considerably which speeds up the time-to-market requirement of the new product development project.
Conclusion
The socket selection process has to be a systematic approach of different aspects involved in the test phase of IC development project. Electrical properties such as inductance, current carrying capacity, bandwidth, etc. and mechanical properties such as insertion force, number of cycles, etc. have to be considered to narrow down the socket selection path. Thermal requirements add more hurdle to the socket selection process. Socket vendors hope to achieve one technology to support all testing need. Until the goal of “One for All” is reached, multiple sockets have to be used in the testing process. Since multiple sockets have to be used in the same test board, replacement of sockets and mounting configuration plays a major role in the socket selection process.
Author

Mr. ILA PAL is Director of R&D at Ironwood Electronics Inc., USA. He holds a MS degree in Mechanical Engineering from Iowa State University, Ames, USA. He holds a MBA degree from University of St. Thomas, Minneapolis, USA. He has four patents relating to high performance BGA socket design. He has presented many papers related to interconnection technology and published articles in reputed journals. He has spent more than 10 years developing new technologies in the Packaging and Interconnection field. He can be reached at ila@ironwoodlectronics.com
