

Background
For many products designed with today’s high-performance integrated circuits, BGA socketing systems are an essential option during the design, testing, and/or production phases of a new product development process. In response to these demanding needs, sockets featuring a wide variety of contacting methods, form factors, and mounting techniques have been developed. Socketing systems now exist that perform at bandwidths exceeding 10 GHz and with ball pitch spacing down to 0.5mm. As BGA devices with finer pitch, larger I/O counts, and increased gate densities are utilized, the requirements for sockets continue to increase accordingly. These performance expectations place critical demands on the mechanical as well as the electrical requirements of the socketing system. The challenges for shortened contact lengths and controlled impedance geometries are currently being met by various approaches. For example, these approaches may include contactors consisting of embedded wire arrays, spring pins, or precision pin and socket interfaces.
Table 1 shows comparison of electrical data for the above mentioned contactors. For many applications, a universal need for any contactor approach is to provide the most reliable connection in the smallest possible footprint. This paper will discuss issues and tradeoffs associated with the interface between the socketing system and the printed circuit board. Specifically, it will focus on the impact of these requirements on both the socket form factor and the various mounting options available throughout a new product development and manufacturing process cycle.
Table 1: Comparison of electrical data for different contactors
| Electrical Specifications | Elastomer (0.5mm pitch) | Elastomer (1.0mm pitch) | Spring pin (1.0mm pitch) | Socket pin (1.0mm pitch) |
| Contact resistance: | 23mW | 25mW | 36mW | 15mW |
| Insulation resistance: | 1000MW | 1000MW | 1000MW | 1000MW |
| Self Inductance: | 0.15nH | 0.28nH | 0.62nH | 2.456nH |
| Mutual Inductance: | 0.025nH | 0.035nH | 0.065nH | 0.463nH |
| Bandwidth: | 10.0GHz | 6.5GHz | 4.1GHz | 2GHz |
| Mutual Capacitance (at PCB): | 0.010pF | 0.011pF | 0.042pF | 0.067pF |
| Mutual Capacitance (at device): | 0.015pF | 0.015pF | 0.042pF | 0.067pF |
| Pin to ground Capacitance: | 0.15pF | 0.15pF | 0.45pF | 0.67pF |
| Current carrying capacity: | 50mA/wire 1A for 0.3mm diameter ball |
50mA/wire 1A for 0.6mm diameter ball |
4A | 1A |
Product Prototyping and Design Phase
In the prototype and design phase of a new product introduction process it is often important that the prototype configuration closely match the final product configuration, both mechanically as well as electrically. This close matching will have the benefits of shortening the overall development cycle and reducing the potential for future design changes due to unanticipated performance shortfalls. From a socketing system perspective, both the overall size of the socket and the method of attachment become important considerations, often resulting in the need for a socketing system with mounting footprint dimensions minimally larger than the overall BGA package dimensions.
Small Footprint – High-performance BGA applications require the smallest possible socket form factor due to the need to place related components in close proximity to the BGA pads. Socket systems create keep-out areas, which are zones or areas unavailable for other components such as decoupling capacitors and resistors, due to mechanical interface with the socket housing and attachment points. A small footprint allows the design engineer to match final product performance and end-use conditions, whether or not a socket is planned for use in the final product. It provides for the shortest possible traces to minimize loading and allows for close proximity of any necessary decoupling components.
Mounting Methods – Various mounting methods can be considered for GHz bandwidth BGA sockets. These include fastener mounting, epoxy mounting, and direct solder mounting.
Fastener Mount – The use of fasteners to attach the socket to the PC Board eliminates the need to attach the development IC permanently to the PC Board. This provides flexibility to replace components without need to unsolder and rework. One such mounting configuration is shown in figure 1, where mounting of the socket is accomplished with corner fasteners. The use of a backing plate to provide the necessary overall socketing system stiffness and rigidity is provided depending on the size of the package. The necessary keep-out area, while small when properly engineered, is nonetheless still a significant percentage of the overall package dimension. Fasteners also have the potential drawback of requiring through-holes in the PC Board, which may or may not be problematic depending on routability and final product requirements. Small hole size for fasteners along with a small (&Mac178;2.5mm) border area help minimizes socket footprint.
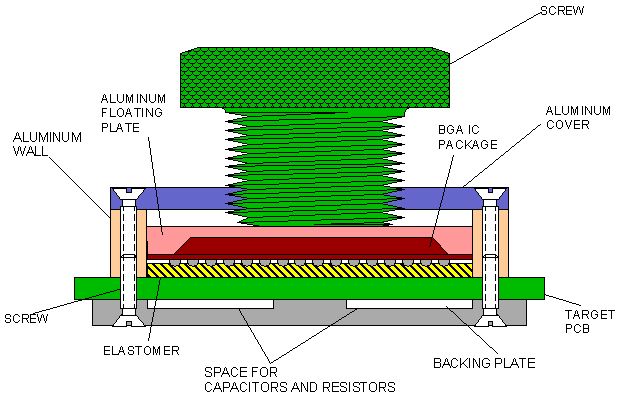
Figure 1 – Fastener mount socket with backing plate.
Epoxy Mount - If through-holes are unacceptable, or if an even smaller footprint is required, an epoxy mounting option may be considered. While this creates a more or less permanent bonding of the socket to the PC Board the socket may be designed such that the contacting elements are replaceable should damage or excessive wear occur. The socket can be easily placed with precise placement guide. A ring of epoxy around the socket strongly holds it in place.
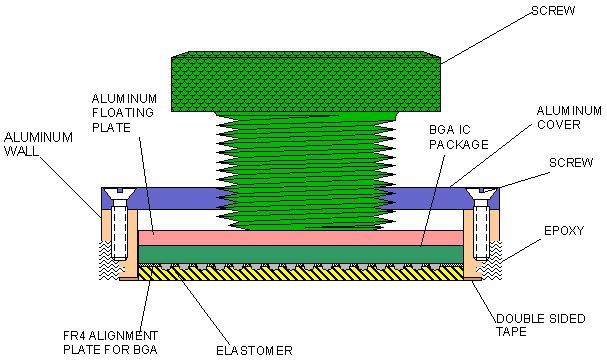
Figure 2 – Epoxy-mount socket
Solder Mount - A third option to either the fastener or an epoxy mount approach is to consider a direct solder mount approach. This socket solders directly (require no tooling holes) to the BGA pads but typically requires a much larger keep-out area due to stiffness requirements to compensate for co-planarity considerations. Standard surface mount methods can be used to attach the surface mount base of the socket, employing low temperature eutectic solder balls, to the target PCB. The IC is then dropped into the socket base and the lid, containing a screw mechanism, is added and tightened.
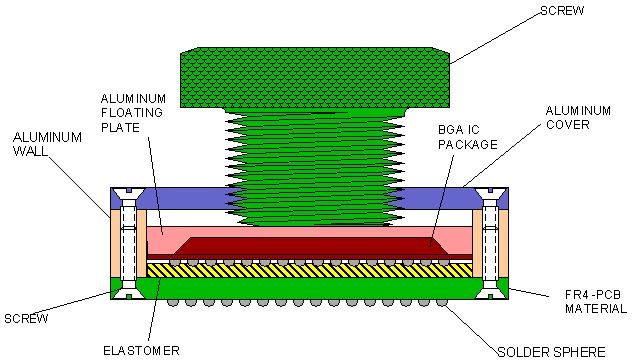
Figure 3 – Solder-mount socket
A measure of comparison between the three mounting methods is shown in figure 4. Direct mounting of the socket by epoxy provides the highest potential density, followed by the fastener and direct solder mounting methods.
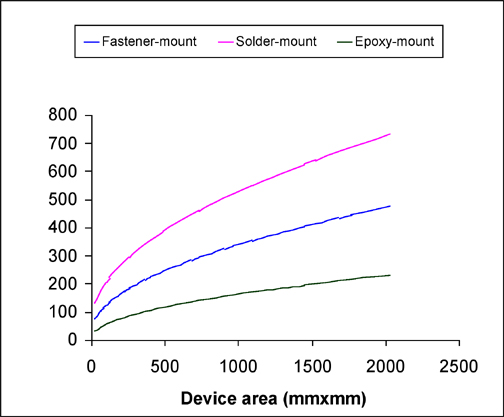
Figure 4 – Fastener mount, solder mount, and epoxy mount keep-out area to device area.
Product Testing and Production Verification Phase
Depending on the number of insertion/withdrawal cycles needed during the testing and production phase of a project the contacting method used in the socketing system may change. Typically, spring pins (pogo) offer the best performance over the highest number of cycles relative to other contactor approaches. Depending on the device speed and system requirements a shortened pin length may be important for electrical performance matching to the final application.
Once again, if the PC Board footprint required for testing and production remains consistent, potential advantages in time and cost may be realized in the overall migration path from prototype to fully tested product. However, other considerations such as ease of placement of the device to be tested in the socket may require form factors that impact the overall size of the socket. These do not necessarily impact overall footprint dimensions depending on the design of the socket. Due to the high contact forces a fastener mount with backing plate is normally recommended. Figure 5 shows a small footprint spring pin (pogo) socket.
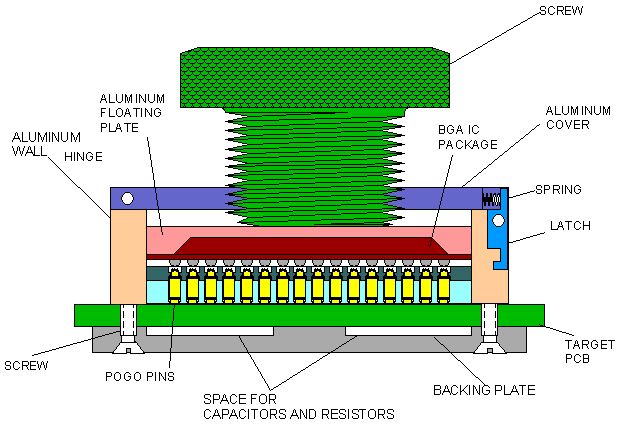
Figure 5: Spring pin (pogo) socket with quick release lid and backing plate.
End-Use Product Applications
In high performance end use product applications the requirement for small footprint remains, often dictated by the overall space available, and the option to directly attach the device to the board. The consideration of pluggable small footprint sockets is often made as an option to facilitate product replacements, upgrades, and repairs in the field. The direct component replacement requirements result in the need to solder the socketing system directly to the target board. Solderability, in terms of meeting coplanarity requirements and in the prevention of solder wicking into the contact interface, is especially important. Because of high pin counts a low insertion force is important for usability. Key to success is the ability to withstand multiple reflow cycles without loss of reliable contact due to substrate warping and wicking of solder into the contacts. These sockets require same space as the target IC device.
Figure 6 - Small form factor, low-profile BGA SMT socketing system
Conclusion
BGA socketing systems perform important roles in the prototype, production, and end-use phases of many new product development programs. A variety of contacting methods and mounting methods are available to meet the needs of the product designer. The ability to utilize sockets that feature compatible form factors and small footprint areas provide significant potential performance and time-to-market advantages as a project migrates from prototype to reality.
Acknowledgment
The author would like to thank Gary Forsberg for his assistance in reviewing and editing the article.
Author

Mr. ILA PAL is Director of R&D at Ironwood Electronics Inc., USA. He holds a MS degree in Mechanical Engineering from Iowa State University, Ames, USA. He holds a MBA degree from University of St. Thomas, Minneapolis, USA. He has four patents relating to high performance BGA socket design. He has presented many papers related to interconnection technology and published articles in reputed journals. He has spent more than 10 years developing new technologies in the Packaging and Interconnection field. He can be reached at ila@ironwoodlectronics.com
